A Basic Introduction to Extruder Screw
Date:2022-5-15 Author:hcscrew
Extruder screw play a critical role in the manufacture of plastics. It compresses the molten polymer into a solid form that will later be shaped by other components.
Many people have questions about the screw parameters when they buy a screw barrel for their plastic extruders. For example, what’s the L/D ratio, what’s the screw diameter, what’s the screw material, and what’s the screw compression ratio? The extruder screw may look simple, but there’s a lot to know about it. So let’s get to know the extruder screw.

1. What is an extruder screw?
By rotating the screw, the extruder screw gradually converts the polymer into linear motion. Screws push melted polymer toward extruder heads. The screw and barrel compress and heat the polymer raw material, then soften it and mix it into a good melt.
2. A basic introduction to extruder screw
The extruder screw is made up of screw flights on a cylinder. The extruder screw has long holes along the centre line for cooling water. The end of the extruder screw is fixed in a thrust bearing to keep it from being forced out by the reaction force.
The screw diameter is a little smaller than the inner bore diameter of the barrel. There’s a gap between the screw diameter and the inner surface of the extruder barrel bore. The gap is normally regulated by the screw’s diameter of 0.002 to 0.004. When the gap is too small, the screw will sweep, wear and tear, and even get stuck; when the gap is too big, the product’s quality, production efficiency, and volume will suffer.
3. The extruder screw flights characteristics
There’s a direct correlation between extruder screw flight depth and equipment production capacity. It gets more polished under pressure. Polymers are hard to plasticize, and screws aren’t strong. The screw flight depth is usually between 0.18 and 0.25 times the screw diameter. During flights advancement, the advancing surface should be perpendicular to the screw axis, and the opposing surfaces should have a slope. Plastic extruder screws usually have an equal pitch between successive flights and are evenly spaced and unequally deep. This is how the volume between pitches is calculated.
tgФ=L/πD
F = h (πD tgФ-e)
In the formula: Ф – the slope of the relative surface of the screw propulsion surface
L – pitch
D – screw diameter
e – the width of the top of the screw flgihts
F – the volume between the pitches
The thread peak width is usually 0.07-0.1 times the screw diameter, with small specifications extrusion machine screws having bigger values and large specifications extrusion machine screws having smaller values. There can’t be too small a peak width or strength. If it’s too big, it’ll reduce the thread volume. Polymer scorching creates frictional heat that affects the output. The distance between the threads is usually equal to or slightly wider than the screw’s diameter.
The head of the screw has three shapes: a parallel shaped screw head; a semicircular screw head; and a conical shaped screw head. Conical shaped screw heads are now the most common.
4. The screw length-to-diameter ratio (L/D ratio)
A screw’s length-to-diameter ratio (L/D ratio) is its length L divided by its diameter D. Screws with a high L/D ratio have long working parts. This allows for efficient plasticisation, uniform mixing of polymers under pressure, and better quality products. However, the long screw is more prone to scorching, making screw processing more difficult.
5. Extruder screw compression ratio
The extruder screw compression ratio is the ratio between the first pitch volume and the last pitch volume. Here’s how the compression ratio works.
Where: S1 – the first pitch of the screw inlet end mm
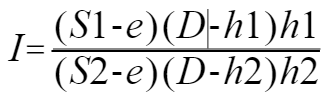
S2 – last pitch at the discharge end of the screw mm
h1 – depth of screw groove at feed end mm
h2 – screw discharge end of the screw groove depth mm
D – screw diameter mm
e – top width of flights mm
The screw compression ratio can be obtained in several ways.
1. Change in screw flight distance without changing screw groove depth
2. Change in screw groove depth without changing screw flight distance
3. Screw flight distance and screw groove depth both change.
Compression ratios play a big role in product quality. The compression ratio is high, the plastic is tight, and the surface is smooth. The compression ratio and plastic’s response to the screw are too high, making the screw easily damaged.
There’s also a barrier screw. There’s an extra screw flight on the middle section of this barrier screw. There are three sections on the screw: feeding, melting, and metering. The melting section has additional screw flights in the middle. The feeding section is between the feeding and the start of the additional screw flights. Metering is the part of the screw from the head to the additional screw flights.
6. Extruder screw material
The extruder screw must be heat, wear, and corrosion-resistant. This is why screws should be heat-treated, nitrided, overlaid with bimetallic alloy, and chrome-plated. The most common materials are 45Cr steel and 38CrMoAlA. >> Learn more about HUACHEN screw barrel base material
a. Segmentation
In an extruder screw, polymer moves in three areas, so the screw design is usually divided. Keeping the screw in three sections isn’t necessary in real manufacturing. Some extruder screws have only two sections, while others don’t. For nylon, a crystalline material, you just need the filling and mixing sections. If you’re extruding soft PVC plastic screws, you can use all the compression sections without dividing them.
Material dictates and empirically develops screw sections. Depending on the screw length, the feeding section can be anywhere from 0 to 75% long. Generally, crystalline polymers have the longest feed section, rigid amorphous polymers have the second longest, and soft amorphous polymers have the shortest. In most cases, the compression section is 50% of the screw length, except for nylon and soft PVC. In polyethylene extrusion, the mixing section should be 20–25% of the total length. PVC and some heat-sensitive materials shouldn’t be kept in this section for too long, and the mixing section can be removed. It’s common for high-speed extruders to have 50 percent of their length devoted to each.
b. Compression ratio
Extruder screws require different compression ratios for different polymers. Various raw materials need different compression ratios. If the material is granular, the screw compression ratio is typically 2.5–3; if the material is a powder combination, the compression ratio might be 4–5.
Here’s how to calculate the compression ratio:
(1) Screw flight distances differ (equal depth flight distance and unequal flight distance). The advantage of this structure is that the screw strength doesn’t suffer when the compression ratio is high. The downside is that screw processing is difficult, especially near the end of the screw when the helix angle is too small. Material flow is uneven, so nest material is challenging to make.
(2) The screw groove depth varies (equal and unequal). It’s simple to make and manufacture, has a large contact surface between the material and the barrel, and transmits heat efficiently. Its disadvantage is that it is weak, so caution should be exercised when using long screws or high compression ratios.
(3) Screw grooves and screw flights are variable as well (unequal pitch and depth). With the right design, this screw can have maximum benefits and minimal drawbacks. In practice, isometric uneven depth screws are most common because they’re easy to make.
c. Length to diameter ratio (L/D ratio)
A plastic extruder can form a variety of plastics, but a screw cannot form all plastics. It’s critical to design screws according to raw material characteristics, and to take into account the commonality of raw materials as much as possible. This is so the screw can extrude several plastics at once, which is economically viable in industrial production. A counter-flight at the back of the screw prevents material from leaking out.
A screw’s length to diameter ratio is L/D. Screw diameter D is the screw flight’s outer diameter. The effective length of the screw L is the length of the working part. The effective length isn’t the same as the total length. L/D is the ratio of the screw’s effective length to its diameter. In the early days of the extruder screw, the screw diameter and length were small, only 12–16. The extruder screw’s L/D ratio gradually increased as the plastics industry developed. It is now commonly used for 15, 20, 25, and 43.
Increasing the L/D ratio has the following benefits.
1) It’s possible to improve the physical and mechanical properties of the product with enough screw pressure.
2) Plasticisation of the material and a better appearance.
3) Extrusion capacity increases by 20-40%. At the same time, the screw with a large L/D ratio has a small and straight slope. The extrusion volume is stable too.
4) Molds powders well, such as pipes made from PVC powder.
However, increasing the L/D ratio makes it difficult to produce and assemble screws. Because of that, the L/D ratio can’t keep increasing forever.
123
jordan 4 reps
rep jordan 4
jordan 4 reps cheap
jordan 4 fake
fake yeezy slides
yeezy slide reps
rep yeezy slides
yeezy slides reps
yeezy slides rep
yeezy slide rep
reps shoes
rep sneakers
yeezy reps
cheap yeezy
yeezy 350 reps
cheap yeezy 350
fake foam runners
yeezy foam runner reps
rep foam runners
Summary
Here’s a basic introduction to extruder screws. We want our clients to have a better experience with the extruder screw and barrel by knowing some basic information. To get more information on extruder screw barrels or to get a quote, contact HUACHEN Screw Barrel Factory.
About the twin screw barrel Factory: HUACHEN
HUACHEN Screw has been a leading manufacturer of extruder screw barrel in Zhoushan Jintang since 1993. As one of the leading companies in designing and processing plastic extrusion equipment spare parts screw and barrel, HUACHEN Screw can provide its customers with a wide range of services, including drawing rebuilding, design, modification, and customized screw barrels. Our company has also successfully exported and supplied screw barrels to customers worldwide.
>>Learn more about our company
YOU MAY ALSO LIKE
 | Single Screw Barrel ↗ Find more single screw barrel at HUACHEN, screw barrels process, customised, drawing rebuilding, design, modification and engineering service… |
 | Extruder Single Screw Design In Different Types ↗ Introduces the extrusion single screw design. Screws like the three-stage screw, barrier screw, BM screw, Barr screw, and Maddock screw… |
TAGS
HUACHEN Screw barrel recent post
- Boosting Efficiency and Quality: HUACHEN Screw Barrel’s Unmissable Showcase at HanoiPlas 2023
- Pipe Extrusion Operation: Best Practices for High-Quality Products
- Expert Maintenance Tips for Long-Lasting Bimetallic Alloy Screw Barrels
- Reviving Your Extruder: The Importance of Choosing the Right Screw Barrel Replacement
- Solutions to Common Production Problems for Rigid PVC Profiles and Pipes
- Customized Twin Screw Barrel with Internal Bore Grooves Sprayed with Bimetallic Alloy
- Troubleshooting Vent Flow Material Problems in PVC Profile Formation with Conical Twin Screw Extruders
- A Comprehensive Guide to Popular PVC Profiles and Their Production Methods
conical twin screw barrel extruder screw barrel extrusion screw barrel Foam sheet processing high speed screw barrel HUACHEN SCREW news injection screw barrel parallel twin screw barrel pa screw barrel pe making formula pe screw barrel plastic fiber processing plastic fibre screw barrel Plastic film making screw barrel plastic pipe processing Plastic profile processing Plastic raw material knowledge pp screw barrel PVC making formula pvc screw barrel related parts for screw barrel screw barrel engineering work screw barrel knowledge single screw barrel twin screw barrel
;