About us
- Company profile
- Technical Innovation
- Order service flow
- Screw barrel parameters
- SKD inlay bushing barrel
- Screw barrel process flow
- Exhibition
About us

- Address:NO.1 Liuhang Road, Xihou Industrial Zone, Jintang Town, Dinghai District, Zhoushan
- TEL:86-580-8052288
- FAX:86-580-8053878
- ZIPCODE:316031
- E-mail: info@hcscrew.cn
- URL:www.hcscrew.cn
Screw barrel parameters
Screw barrel materials and manufacturing process
1. Base material: premium 38CrMoAlA(equivalent to UNS K24065, SACM645, and 41CrAlMo7-10), SKD11 (equivalent to D2), SKD61(equivalent to H13).
2. Bimetallic alloy plasma surfacing of screw barrel vulnerable areas: nickel-based alloys, cobalt-based alloys, molybdenum-based alloys, WC-Co hard alloys, ceramic alloys.
3. Tungsten carbide alloy level: Level A-containing tungsten of 40%, Level B-containing tungsten of 25%, Level C-containing tungsten of 9.5%
4. Centrifugally cast process alloy base material for barrels: non-tempered steel S38MnSIV.
Screw barrel surface treatment
1. Hardness after hardening and tempering: HB 240-280
2. Plasma nitriding depth: 0.70 mm
3. Nitriding time: more than 120 hours
4. Nitriding screw barrel surface hardness: HV≥1000
5. Nitrided screw barrel fragility: less than Grade I.
6. Surface hardness of the nitride layer after grinding 0.20 mm: ≥ 760 (38CrMoALA).
7. Screw barrel surface roughness: Ra 0.4 μm
8. Screw Linearity: ≤ 0.015 mm
9. Hard chrome plating layer thickness (optional): 0.05-0.10 mm
10. Hard chrome plating layer hardness (optional): ≥ HV 950
Bimetallic alloy screw barrel
1. Centrifugal casting of alloy layers into barrel hardness: HRC 50-62
2. Centrifugal casting of alloy layers into barrel thickness: 1.50-3.00 mm on each side
3. Plasma-overlayed bimetallic alloy layer surface hardness: nickel-based alloy: HRC 53-57; nickel-base and tungsten carbide alloy: ≥ HRC 61.
4. Plasma-overlayed bimetallic alloy layer depth: 1-1.50 mm
Tool steel sleeve or bush for barrel insert
1. Tool steel base materials: SKD11 (equivalent to D2), SKD61 (equivalent to H13), tungsten carbide alloy steel.
2. Wear resistance sleeve or bush surface hardness: ≥ HRC 62
3. Wear resistance sleeve or bush thickness: 6-10 mm
Plastic materials suitable for the screw barrel include:
1. General plastics
2. ABS, PA, PC, PE, HDPE, LDPE, LLDPE, PET, PP, PS, EVA, PU, PVC, UPVC, CPVC, WPC, SPC, etc.
3. PA + GF (glass fiber)
4. Flame-resistant reinforced plastics
5. Modified engineering plastics
6. All kinds of mixed recycled material (in scrap or granule), etc

Base material for screws and barrels manufactured by HUACHEN
The nitride steel 38CrMoAlA is a high-quality nitride steel with excellent wear resistance, fatigue strength, and strength.
38CrMoAlA has a high surface hardness, wear resistance, and fatigue strength after nitriding treatment, as well as strong heat resistance and corrosion resistance.
The screw and barrel of high-quality Chinese extruders are mostly made of 38CrMoAlA. The screw and barrel of various origins, 38CrMoAlA, and the common steel grades of each country have comparable properties and may be substituted for worldwide buyers.
Comparison of 38CrMoAlA, UNS K24065, SACM645, 41CrAlMo7-10 compositions:
| Country | China | USA | Japan | Germany |
|---|---|---|---|---|
| Standard | GB/T3077 | SAE 6470 | JIS G4053 | DIN EN 10085 |
| Steel Grade | 38CrMoAlA | 135 Mod UNS K24065 | SACM645 (SACM1) | 1.8509 41CrAlMo7-10 |
| C | 0.35~0.42 | 0.38~0.43 | 0.40~0.50 | 0.38~0.45 |
| Si | 0.20~0.45 | 0.20~0.40 | 0.15~0.50 | ≤0.40 |
| Mn | 0.30~0.60 | 0.50~0.80 | ≤0.60 | 0.40~0.70 |
| F | ≤0.035 | ≤0.025 | ≤0.030 | ≤0.025 |
| S | ≤0.035 | ≤0.025 | 0.030 | ≤0.035 |
| Cr | 1.35~1.65 | 1.40~1.60 | 1.30~1.70 | 1.50~1.80 |
| Mo | 0.15~0.25 | 0.30~0.40 | 0.15~0.35 | 0.20~0.35 |
| Al | 0.70~1.10 | 0.95~1.30 | 0.70~1.20 | 0.80~1.20 |
Some screw and barrel producers use 40Cr material instead of 38CrMoAlA, which is difficult to tell apart in appearance but has a considerably different quality.
Heat treatment of screw barrel basic materials
| Item | Temperature ℃ | Cooling | Hardness HRC |
|---|---|---|---|
| Annealing | 840~870 | Furnace cooling | ≤ 229 HB |
| Normalizing | 930~970 | Air-cooling | – |
| Quenching | 940 | Oil | >56 |
| Tempering | 150~200 | Water or oil | 51~56 |
| 300~400 | Water or oil | 45~51 | |
| 500~550 | Water or oil | 35~39 | |
| 600~650 | Water or oil | 28~31 |
Nitriding screw barrel manufacturing process
The primary purpose of nitriding treatment on nitride steel is to increase its wear resistance. The hardness of 38CrMoAlA after nitriding may reach HV1000 or higher, and the hardening layer can reach 0.7mm or more.
The nitriding screw barrel process is generally as follows: rough machining → tempering → finishing → stress relief → fine grinding → nitriding → fine grinding → assembly
The screw barrel’s strength properties are ensured by these eight operations. However, some producers may skip the early tempering and stress relief processes. The product will be almost unnoticeable, but the effects on the barrel screw’s life will be significant. Furthermore, because all 8 procedures take time to complete, a high-quality screw barrel needs enough production time.

Bimetallic alloy screw barrel manufacturing process
Based on the screw barrel treated with nitriding, the screw barrel is treated with alloy spray welding inlay to effectively improve its service life, but the cost will also be higher.
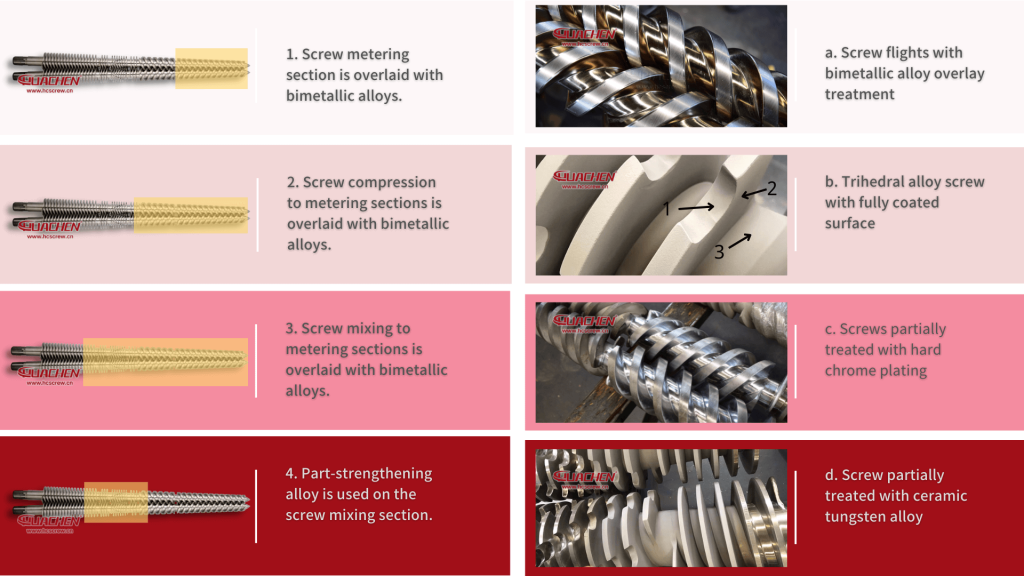
Bimetallic alloy screw process
Bimetallic alloys are produced using premium composite alloy powders. For example, nickel-based alloys, cobalt-based alloys, molybdenum-based alloys, WC-Co hard alloys, ceramic alloys, etc. Materials, ratios, and strengthening areas will be selected based on the actual material being processed.
The surface of the screw flights is grooved to approximately 2-4 mm and then inlaid with the wear-resistant alloy layer. HUACHEN Screw uses a self-developed composite alloy ratio and overlay treatment process. The screw and barrel show a uniform wear rate, which is satisfactory in high-filled and corrosive environments.
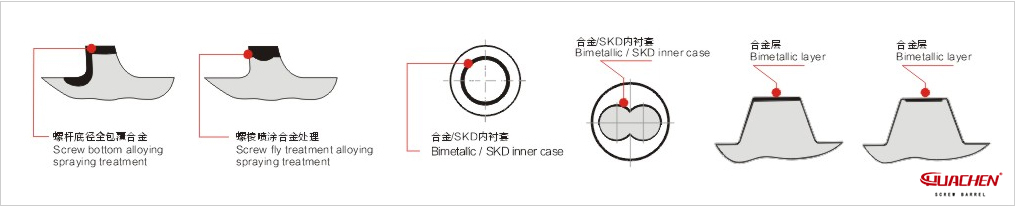
The position of the bimetallic alloy on the screw
1. Surface coating of screws’ vulnerable areas with bimetallic alloys by plasma.
2. Three sides alloy treatment process: screw flights, screw flight sides, and screw flight bottoms are coated with bimetallic alloys.
4. Ceramic coating alloy screw.
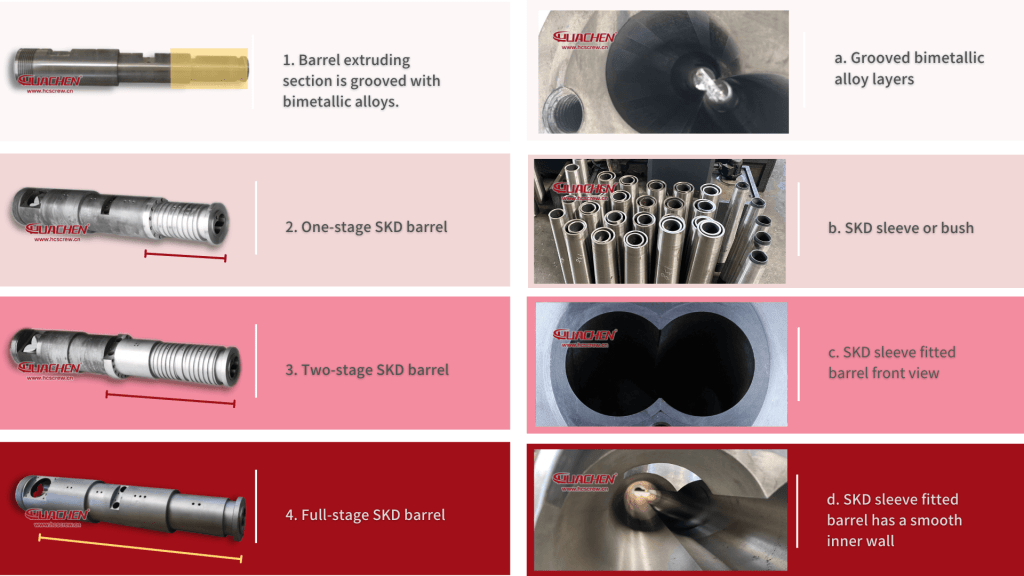
Bimetallic alloy barrel process
Wear is most likely to occur in the extruding and feeding sections of the barrel wall. By using various bimetallic alloy processes, we have enhanced the wear resistance of these areas of the inner barrel. This solution extends the service life of the barrel walls by ensuring even wear. We choose the most suitable solution depending on the actual material to be processed.
1. grooved bimetallic layer process in the barrel bore extruding section.
2. centrifugal casting process into the barrel bore
3. SKD sleeve or bush fitted barrel technology.
Click here to see the actual results.